







- Опрессовка наконечников
- Маслостанции и насосы
- Ножницы для резки кабеля
- Снятие изоляции
- Кабельные наконечники
- Прессы для пробивки отверстий
- Прессы для работы с токоведущими шинами
- Съемники механические и гидравлические
- Арматура для СИП
- Инструменты для СИП
- Домкраты гидравлические
- Аксессуары к инструментам
- Термоусаживаемые изделия
- Металлорукав и комплектующие
- Кабельные стяжки
- Крепеж
- Сантехнический инструмент
- Приспособления для прокладки кабеля
- Столярно-слесарный инструмент
- Расходные материалы для электроинструмента
- Автомобильный инструмент
- Малярный и штукатурный инструмент
- Средства защиты труда
- Измерительный инструмент
- Электротехнические изделия
- Электроинструмент
- Бензиновый инструмент
- Спец. гидравлическое оборудование
- Хозяйственные принадлежности
- Садово-огородный инструмент
Шинообрабатывающий станок ручной ШОС-120Р РОСТ
Код товара: 78-6112018

Цена: 110 989 руб / шт
- Бренд: РОСТ
- Артикул: 6112018
- Тип изделия: Ручной
- Материал обработки: Металл
- Габаритные размеры, мм: 700х500х1000
- Вес товара (Вес нетто), кг: 50
- Вес товара в упаковке (Вес брутто), кг: 53
- Ширина (ед.), мм: 1000
- Высота (ед.), мм: 500
- Длина (ед.), мм: 700
- Максимальная толщина шины, мм: 10
- Матрицы в комплекте, мм: 11; 14,3; 17,5; 20,5
- Максимальный угол изгиба, град.: 90
- Насос гидравлический: Встроенный


Описание к "Шинообрабатывающий станок ручной ШОС-120Р РОСТ"
Назначение
Шинообрабатывающий станок ШОС-120Р с ручным гидравлическим приводом предназначен для резки, гибки и перфорации медных и алюминиевых токоведущих шин с максимальными размерами (ширина х толщина) 120х10 мм. Все операции выполняются с высокой точностью различными быстросъёмными насадками, входящими в комплект поставки.
Комплектация
матрица-насадка для перфорации
матрица-насадка для резки
матрица-насадка для гибки
набор матриц и пуансонов к матрице-насадке для перфорации: 11мм, 14мм, 17.5мм, 20.5мм.
Сервисные функции:
Все операции выполняются различными съёмными насадками, входящими в комплект поставки.
Все насадки изготовлены из специально закалённой инструментальной стали.
Визуально можно контролировать угол изгиба шины с точностью до 1 градуса.
Станок устанавливается на 3 опорные стойки или может быть закреплён на какой-либо станине силами покупателя.
Работа станка осуществляется с помощью встроенного ручного двухскоростного гидравлического насоса.
Достоинства:
• малые габариты и масса
• высокая надёжность и долговечность
• приемлемая точность работы и простота настройки
• бесшумная работа
• простая компоновка
• безопасность в работе.
Недостатки:
• необходимость точной регулировки оси хода пуансона относительно матрицы перед рабочей операцией перфорация
• возможность заклинивания пуансона в шине после процесса перфорации и необходимость снятия шины вручную
• относительно малая скорость рабочего процесса (по сравнению с функционально аналогичными станками с электроприводом)
БЕЗОПАСНОСТЬ
Держите поверхность станка чистой.
Не помещайте инструменты и ненужные матрицы на рабочую поверхность.
Не используйте элементы станка как верстак.
К работе на станке допускается только квалифицированный персонал, знакомый с принципом работы станка, изучивший данную инструкцию и прошедший инструктаж продавца по работе со станком.
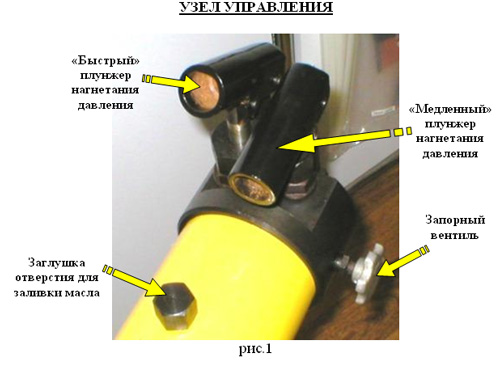
ГИДРАВЛИЧЕСКАЯ СИСТЕМА СТАНКА
1. Перед работой на станке залить гидравлическое отфильтрованное масло типа ВМГЗ в масляный бак, отвинтив для этого заглушку отверстия для заливки масла (рис.1). Периодически проверять уровень масла и при необходимости доливать.
2. Каждые полгода полностью менять масло с промывкой масляного бака.
3. Гидравлическая система станка состоит из насоса с двумя раздельными плунжерами: высокого («медленный») и низкого («быстрый») давления (рис.1). Соотвественно, выборку холостого хода производить плунжером низкого давления, а собственно рабочий ход – плунжером высокого давления.
РАБОТА СТАНКА
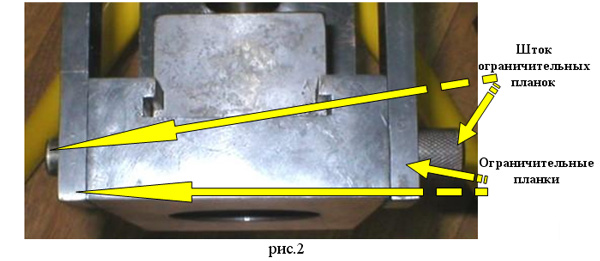
В начале работы проверьте уровень масла, вставьте необходимую насадку и закрутите запорный вентиль (рис.1). Перед установкой насадок и матриц необходимо убедиться, что в пазах нет посторонних предметов (стружки и т.д.). Затем вставьте в рабочую область необходимую шину и зафиксируйте 2 ограничительные планки соответствующим штоком (рис.1). Начните работу, приводя в действия насос. Холостой ход выбирайте плунжером низкого давления, вставив рукоятку в соответствующее отверстие (рис.1). Как только подвижная насадка соприкоснулась с шиной, переставьте рукоятку в отверстие плунжера высокого давления и произведите рабочий ход.
После окончания рабочей операции открутите запорный вентиль для сброса давления в системе.
Процесс резки шин:
Выполняется с помощью соответствующих насадок. Перед операцией резки слегка зафиксируйте подвижный нож на штоке с помощью двух шестигранных винтов. ВНИМАНИЕ: винты НЕ ЗАТЯГИВАТЬ во избежание перекоса оси хода ножа.

Процесс перфорации шин:
Выполняется с помощью соответствующих насадок. Перед операцией перфорации слегка зафиксируйте подвижную насадку с пуансоном на штоке с помощью двух шестигранных винтов. ВНИМАНИЕ: винты НЕ ЗАТЯГИВАТЬ во избежание перекоса горизонтальной оси хода пуансона.
1. Подберите матрицу и пуансон, соответствующие диаметру необходимого отверстия.
2. Установите матрицу в посадочное место неподвижной насадки.
3. Установите пуансон в посадочное место подвижной насадки и зафиксируйте его центрирующей резьбовой насадкой.
ВНИМАНИЕ: После установки и фиксации всех элементов, но перед процессом перфорации необходимо точно отрегулировать ось хода пуансона относительно матрицы. Для этого, не вставляя шину в рабочую область, произведите холостой ход пуансона вплоть до его входа в матрицу. При этом пуансон не должен задевать, соприкасаться или упираться в матрицу.

Перед перфорацией на пуансон и матрицу необходимо нанести масло с целью уменьшения заклинивания пуансона в шине.
ВНИМАНИЕ: В некоторых типах шин из мягкой меди, например М-1-М, возможно заклинивание в заготовке даже смазанного маслом пуансона. Обращайте особое внимание на процесс перфорации в таких шинах.
Процесс сгибания шин:
Выполняется с помощью соответствующих насадок. Перед операцией сгибания слегка зафиксируйте подвижную насадку на штоке с помощью двух шестигранных винтов. ВНИМАНИЕ: винты НЕ ЗАТЯГИВАТЬ во избежание перекоса оси хода насадки.

Отзывы о "Шинообрабатывающий станок ручной ШОС-120Р РОСТ"
Еще "Прессы для работы с токоведущими шинами"

77-30026746
Цена: 31 380 руб / шт

77-30026741
Цена: 25 740 руб / шт

77-30026742
Цена: 29 380 руб / шт

77-30026744
Цена: 30 490 руб / шт
Часто задаваемые вопросы про Шинообрабатывающий станок ручной ШОС-120Р
✅ Доставка по всей России
✅ Шинообрабатывающий станок ручной ШОС-120Р - Смотреть аналоги
✅ Шинообрабатывающий станок ручной ШОС-120Р - Обзор
❘ ❘ ▷ Смотреть обзор
✅ Наши контакты
- ✉ 105484, г.Москва, 16-я Парковая ул., д. 30
- ☎ Тел.: (495) 988-28-59
- ☎ Тел.: (499) 707-73-06
- ✦ Внутренний номер с проходной: 174
- @ E-mail: info@remitek.ru





























