


- Опрессовка наконечников
- Маслостанции и насосы
- Ножницы для резки кабеля
- Снятие изоляции
- Кабельные наконечники
- Прессы для пробивки отверстий
- Прессы для работы с токоведущими шинами
- Съемники механические и гидравлические
- Арматура для СИП
- Инструменты для СИП
- Домкраты гидравлические
- Аксессуары к инструментам
- Термоусаживаемые изделия
- Металлорукав и комплектующие
- Кабельные стяжки
- Крепеж
- Сантехнический инструмент
- Приспособления для прокладки кабеля
- Столярно-слесарный инструмент
- Расходные материалы для электроинструмента
- Автомобильный инструмент
- Малярный и штукатурный инструмент
- Средства защиты труда
- Измерительный инструмент
- Электротехнические изделия
- Электроинструмент
- Бензиновый инструмент
- Спец. гидравлическое оборудование
- Хозяйственные принадлежности
- Садово-огородный инструмент
Тиски ТТ-3 (до 3") Инстан
Код товара: inst-0000056
Описание к "Тиски ТТ-3 (до 3") Инстан"
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Тиски трубные настольные предназначены для зажима труб при обработке их в цеховых условиях.
Тиски выполнены из закаленной конструкционной стали.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1. Диаметр зажимаемой трубы, мм
максимальный...............90
минимальный.................12
2.2. Ход прижима, мм.....85
2.3. Усилие зажима трубы при крутящем моменте на рукоятке винта 1,5 кГм, кГс......750
2.4. Габаритные размеры B x Hmin x L, мм...............................................................135x235x230
2.5. Ширина пазов в основании (для крепления тисков болтами к столу), мм..............18
2.6. Масса, кг.................5
3. КОМПЛЕКТНОСТЬ
3.1. Тиски трубные, шт.............................1
3.2. Ось вставная, шт..............................1
3.3. Руководство по эксплуатации, шт.....1
4. УСТРОЙСТВО ТИСКОВ
Тиски трубные состоят из основания 1, по бокам которого предусмотрены лапки 2 с пазами для крепления основания двумя болтами к рабочему столу.
Для установки обрабатываемой трубы в основание 1 закреплены губки 3 под углом 1200 друг к другу. В верхней части тисков имеются два выступа 4 с пазами, в которые входит скоба 5. Концы скобы 5 соединены с основанием 1 неподвижной осью 6 и вставной осью 7, на конце которой имеется штырь 8, предназначенный для удобства извлечения оси 7 из основания 1. Вставная ось 7 соединена с основанием тросиком, что предохраняет ее от потери при транспортировке.
В верхней части скобы 5 имеется резьбовое отверстие, в котором перемещается винт 9. Нижняя часть винта соединена с прижимом 10, который по бокам имеет пазы, охватывающие направляющие выступы скобы 5. В нижней части прижима 10 закреплена призматическая губка 11. Верхняя часть винта 9 снабжена ручкой 12 для его вращения.
5. РАБОТА
5.1. Выверните винт 9 на величину достаточную для установки обрабатываемой трубы.
5.2. Выньте ось 7 из основания 1.
5.3. Поверните скобу 5 относительно оси 6 так, чтобы она не мешала укладке обрабатываемой трубы на губки 3 основания 1.
5.4. Поверните скобу 5 в рабочее положение и соедините ее осью 7 с основанием 1.
5.5. Вращением винта 9 опустите прижим 10 до контакта с трубой и создайте необходимое усилие прижима.
5.6. Приступайте к обработке трубы.
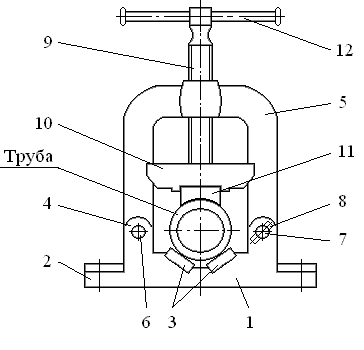
Тиски трубные настольные ТТ-3 схема
6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ТИСКОВ
6.1. Для длительной и комфортной работы на тисках смазывайте машинным маслом трущиеся поверхности деталей тисков:
- оси 6 и 7;
- резьбовую часть винта 9;
- место соединения винта 9 с прижимом 10.
Смазывать не реже одного раза в неделю при постоянной работе и каждый раз перед работой при эпизодическом использовании тисков.
7. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
7.1. Предприятие гарантирует исправность тисков трубных в течение шести месяцев со дня их продажи при условии соблюдения потребителем правил эксплуатации и целевого использования.
7.2. Претензии принимаются только при наличии настоящего руководства по эксплуатации с отметкой о дате продажи и штампом организации, продавшей тиски.
Отзывы о "Тиски ТТ-3 (до 3") Инстан"
Часто задаваемые вопросы про Тиски ТТ-3 (до 3")
✅ Доставка по всей России
✅ Тиски ТТ-3 (до 3") - Смотреть аналоги
✅ Тиски ТТ-3 (до 3") - Обзор
❘ ❘ ▷ Смотреть обзор
✅ Наши контакты
- ✉ 105484, г.Москва, 16-я Парковая ул., д. 30
- ☎ Тел.: (495) 988-28-59
- ☎ Тел.: (499) 707-73-06
- ✦ Внутренний номер с проходной: 174
- @ E-mail: info@remitek.ru





























