






- Опрессовка наконечников
- Маслостанции и насосы
- Ножницы для резки кабеля
- Снятие изоляции
- Кабельные наконечники
- Прессы для пробивки отверстий
- Прессы для работы с токоведущими шинами
- Съемники механические и гидравлические
- Арматура для СИП
- Инструменты для СИП
- Домкраты гидравлические
- Аксессуары к инструментам
- Термоусаживаемые изделия
- Металлорукав и комплектующие
- Кабельные стяжки
- Крепеж
- Сантехнический инструмент
- Приспособления для прокладки кабеля
- Столярно-слесарный инструмент
- Расходные материалы для электроинструмента
- Автомобильный инструмент
- Малярный и штукатурный инструмент
- Средства защиты труда
- Измерительный инструмент
- Электротехнические изделия
- Электроинструмент
- Бензиновый инструмент
- Спец. гидравлическое оборудование
- Хозяйственные принадлежности
- Садово-огородный инструмент
ПТСП-2 Приспособление для сварки проводов ЭнергоМаш
Код товара: ЭМ-17216-000036
Описание к "ПТСП-2 Приспособление для сварки проводов ЭнергоМаш"
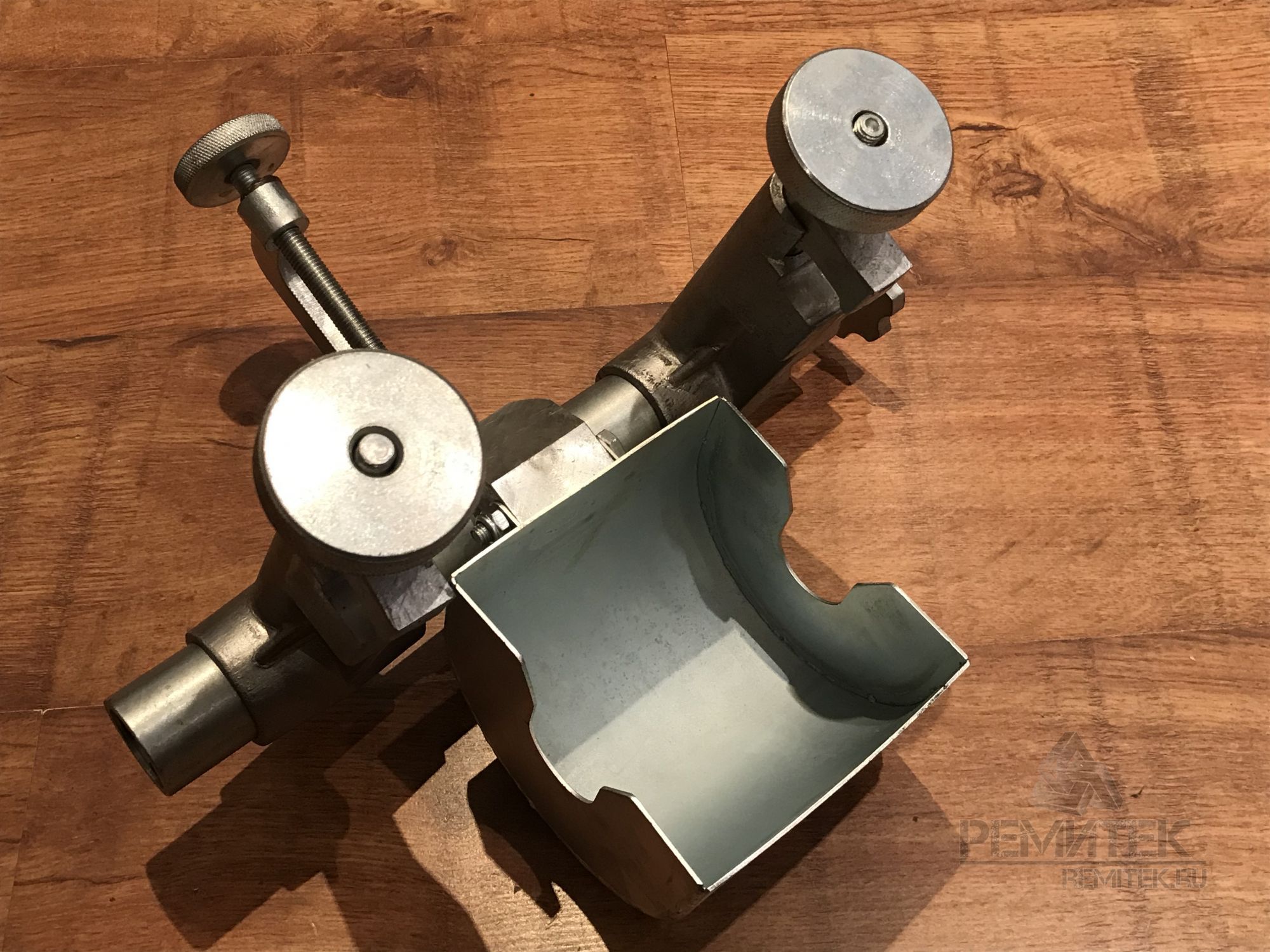
ПТСП-2 представляет собой приспособление для термитной сварки неизолированных проводов типа А, АС и М ГОСТ 839-80 с сечением от 35 до 700 мм² в петлях (шлейфах) при строительстве и ремонте воздушных линий электропередачи. Оно разработано для использования с термопатронами типа ПА, ПАС и ПМ.
Особенности и принцип работы
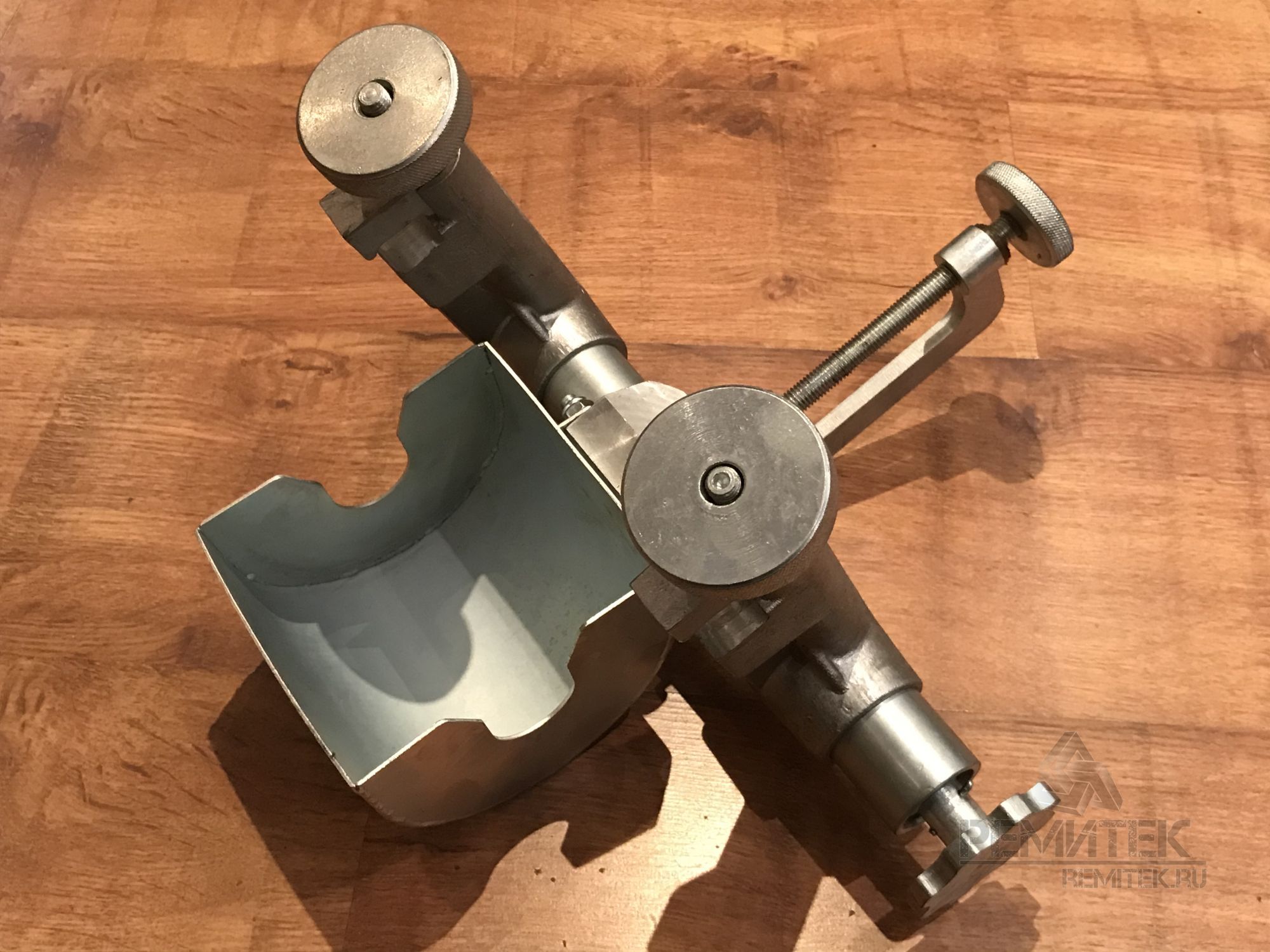
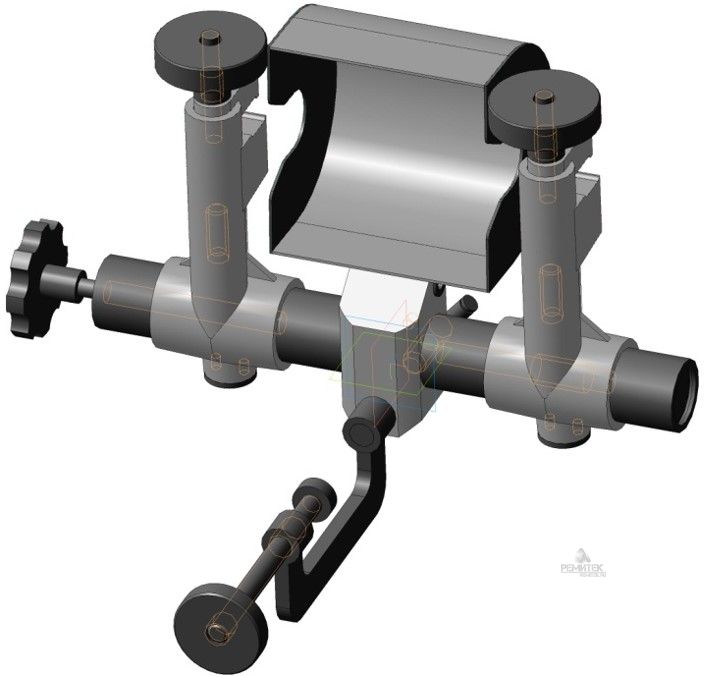
- Конструкция: Приспособление состоит из трубчатого корпуса с установленным ходовым винтом, подвижных кронштейнов с зажимами и ручками для удобства использования. На корпусе имеется откидной кожух с вырезами, предназначенными для прохождения проводов и закрытия термопатрона.
- Процесс сварки: Перед началом работы провода устанавливаются в кронштейны и фиксируются. Затем термопатрон поджигается, и после закрытия кожуха происходит сближение проводов с помощью ходового винта. После остывания места сварки провод освобождается от зажимов.
- Контроль качества: Проверка качества сварного соединения включает в себя визуальный осмотр, проверку размеров усадочной раковины и измерение омического сопротивления. Сварное соединение считается удовлетворительным при определенных критериях без дефектов.
Технические характеристики
- Наибольшее сечение свариваемых проводов: 700 мм² (диаметр до 34,2 мм)
- Наименьшее сечение свариваемых проводов: 35 мм² (диаметр от 7,5 мм)
- Наибольший ход подвижных зажимов: 70 мм
- Усилие на рукоятке рабочего винта: 30 Н
- Габаритные размеры: 375 х 345 х 260 мм
- Масса: не более 6,1 кг
- Рабочая среда: Кабель со стальным сердечником, медный кабель
Требования безопасности
- Работы по термитной сварке проводов должны выполняться в соответствии с установленными правилами безопасности, включая использование защитных очков и соблюдение минимального расстояния от горящего патрона.
Техническое обслуживание и условия хранения
- Рекомендуется проводить ежемесячное техническое обслуживание, включающее очистку и смазку ходовых винтов и проверку исправности узлов.
- Хранение должно осуществляться в помещении без агрессивных веществ, вызывающих коррозию.
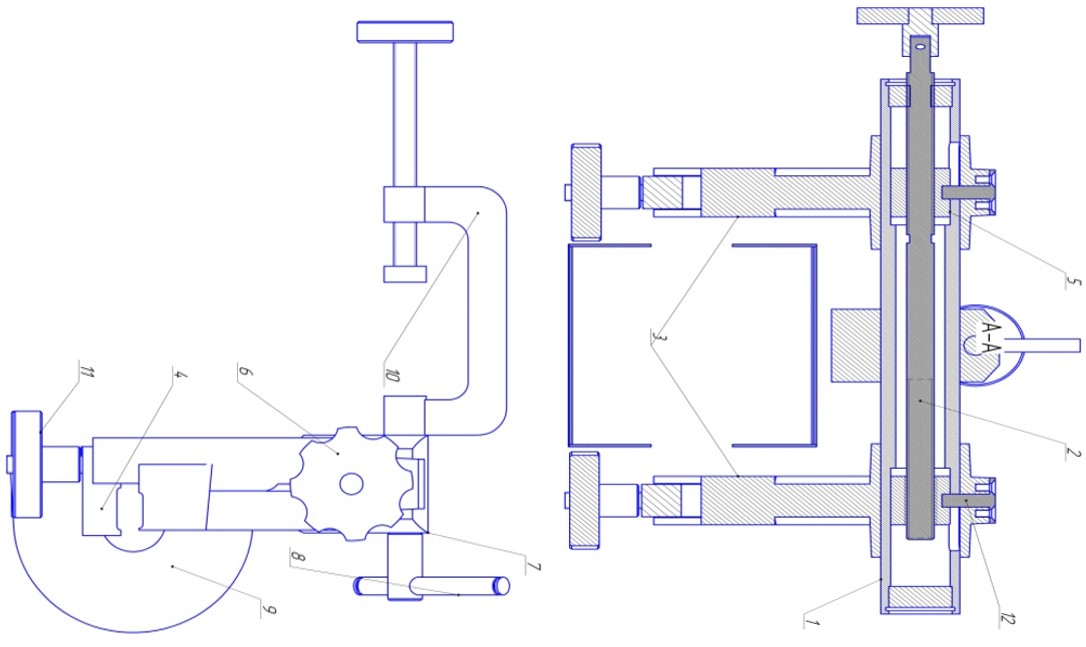
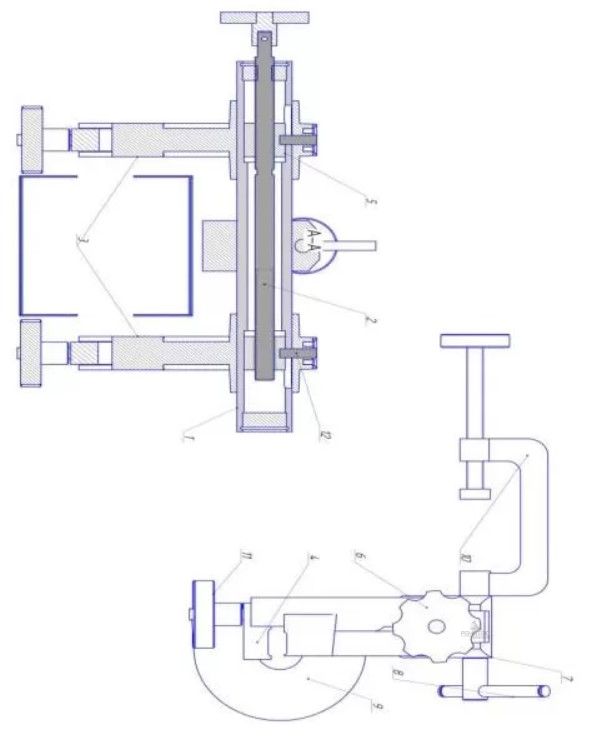
ПТСП-2 (рис.1) состоит из трубчатого корпуса поз. 1, в котором установлен ходовой винт поз. 2.. На корпусе установлены подвижные кронштейны поз. 3 с зажимами поз. 4 и ручками поз. 11 жестко соединенные штифтами поз. 12 через продольные прорези корпуса поз.1 с гайками поз. 5, входящими с ходовым винтом поз.2 в кинематическую пару. Выходной конец винта снабжен ручкой поз. 6. На корпусе поз.1 закреплен кронштейн поз.7 по средством которого закреплена поворотная струбцина с механизмом зажима поз. 10, при помощи которого ПТСП-2 может крепиться на опоре ВЛ в горизонтальном положении. В средней части корпуса поз.1 приспособления установлен откидной кожух поз.9, боковые стенки которого имеют вырезы по форме провода. Перед началом работы ПТСП-2 устанавливается на отдельном для работы месте и закрепляется на опоре при помощи струбцины поз. 10 в горизонтальном положении. Для этого струбцина разворачивается в горизонтальной и вертикальной плоскостях. Концы провода заводятся в трубки термитного патрона до упора во вкладыш. На провода за трубкой накладывается 3-5 витков тонкого шнурового асбеста для предупреждения вытекания расплавленного металла. Провода устанавливаются в подвижные кронштейны поз.3 и закрепляются в них таким образом, чтобы расстояние между концом трубки термопатрона и кронштейна поз.3 было равно половине длины алюминиевого вкладыша. Затем, при помощи термитной спички, зажигается термопатрон, после чего патрон закрывается кожухом поз.9. При этом боковые стенки кромками своих вырезов ложатся на провода и охватывают трубку термитного патрона. Через 1-3 минуты после зажигания патрона производится сближение проводов вращением ручки поз. 6 ходового винта поз.2. Величина сближения должна быть не меньше длины вкладыша термопатрона. При сближении проводов боковые стенки кожуха поз. 9 препятствуют смещению термопатрона в сторону одного из кронштейнов, благодаря чему провода подаются в зону сварки симметрично, что исключает брак при соединении проводов, вызываемый односторонней подачей провода. После остывания места сварки (о чем свидетельствует полное потемнение термитной сварки) удаляется шлак. После остывания трубки термопатрона ее снимают кусачками. Затем сваренные провода освобождают от зажимов кронштейнов и вынимают из приспособления. Освобождается механизм зажима струбцины поз.10.
Заключение
ПТСП-2 от Энергомаш представляет собой надежное и эффективное оборудование для термитной сварки проводов, используемое при строительстве и ремонте высоковольтных линий электропередачи. Оно обеспечивает высокое качество сварки и соответствие техническим требованиям, обеспечивая безопасность и надежность в работе.
Отзывы о "ПТСП-2 Приспособление для сварки проводов ЭнергоМаш"
Еще "Прочие инструменты и приспособления для монтажа СИП и ВЛ"

77-57603
Цена: 741 руб / шт.
 переноса потенциала Модель № 13242.01.07.00ПС ЭнергоМаш")
ЭМ-19416-000016
Цена: 16 292 руб / шт
 для выравнивания потенциала Модель № 13242.01.06.00ПС ЭнергоМаш")
ЭМ-19416-000006
Цена: 8 750 руб / шт
Часто задаваемые вопросы про ПТСП-2 Приспособление для сварки проводов
✅ Доставка по всей России
✅ ПТСП-2 Приспособление для сварки проводов - Смотреть аналоги
✅ ПТСП-2 Приспособление для сварки проводов - Обзор
❘ ❘ ▷ Смотреть обзор
✅ Наши контакты
- ✉ 105484, г.Москва, 16-я Парковая ул., д. 30
- ☎ Тел.: (495) 988-28-59
- ☎ Тел.: (499) 707-73-06
- ✦ Внутренний номер с проходной: 174
- @ E-mail: info@remitek.ru





























